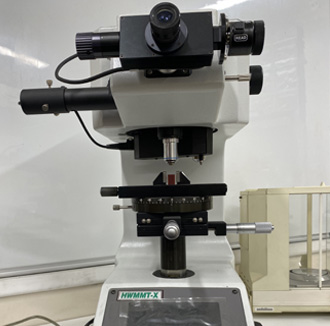
Case depth frequently undertaken:0:25-3 mm.Surface Hardnesses of 60HRC+,after temper,are achievable
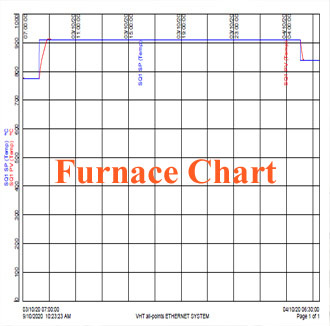
Carburising is undertaken under a protective endothermic gas atmosphere in sealed quench furnaces. Controlled levels of carbon are diffused into the steel surface at appropriate temperatures to achieve desired case depth. Carburizing followed by hardening produces a hard case with good wear and fatigue resistance and a softer, tough, core. Common alloy case hardening steels processed: EN36, En39B, 4317 (Hycase), 8620, Hollow Bar (20MnV6).